

Eliminate Burrs with Chemical Etching
With metal fabrication machining, there is always the possibility of those pesky burrs or other types of deformations that can cause imperfections or alter the metal structure of a part.
Some of the most popular fabrication processes today include lasers, wire EDM and stamping, and chemical etching. They each have their own unique challenges when it comes to manufacturing parts with different features or tolerances in metal types (such as aluminum), thicknesses used for various projects, etc
The end goal of any metal fabrication process is to eliminate any imperfections that could compromise the quality of the finished part.
Parts with pits, burrs, and deformations can cause failure in electronic devices, or worse, can cause permanent damage in patients who require an implantable device such as a medical stent.
This blog post will examine the types of burrs and stresses caused by these metal fabrications processes, and explain why chemical etching can provide the best results in most instances.
What Are the Different Types of Burrs?
Metals are tough materials that can take on any shape. But when manufacturing parts from metal, there's always an edge, and so is the likelihood of burrs depending on the fabrication process.
Rollover Burr
The roll-over burr. known as an exit burr is a type of machine scar that forms when the part being machined bends or rolls over during production from being sheared, punched, or pierced. It's one among many common types, and it can have particularly negative consequences for quality because this affects how well parts fit together and can require a costly secondary deburring process.
Tear Burr
Tear burrs are what they sound like. When a part is being made and the piece is torn away rather than being fully severed from the excess material.
Poisson Burr
At the end of a workpiece, too much metal can collect and create what is called a Poisson burr.
Breakout Burr
A breakout burr, or cut-off burr, is the result of removing the work material before a cut is completed.
Stress Deformation
Another common issue in metal cutting is stress deformation. These are flaws or bends in the metal caused by stress from an outside force such as hard tooling. Some stress deformations can be temporary, and the material will come back into shape when the outside force is removed. Others, however, remain deformed even after the stressor is removed.
Thermal Deformation
In some instances, the metal properties can be altered due to high temperatures during the machining process with Wire EDM or Lasers. It can result in parts that do not perform well because the grain structure is comprised due to heat expansion or there are bends in the metal.
What is the potential for burrs in the most common metal fabrication processes?
When dealing with heat and force, there is always the likelihood that imperfections can occur depending on a couple of variables, such as metal type, machine operation, and metal thicknesses. Below are examples of each process and the possibility of quality issues like burrs and deformations.
Laser Cutting

Laser cutting is a metal cutting technique that uses a focused laser beam to cut metal into specified shapes. It is a thermal process, non-contact, that has three common varieties:
Because the metal parts are in contact with a heat force, laser cutting can produce micro-burrs that build upon the metal. There is also a risk of heat stress from the thermal process that can deformation.
It is important to note that with the right machine adjustments and operator experience these types of defects can be prevented.
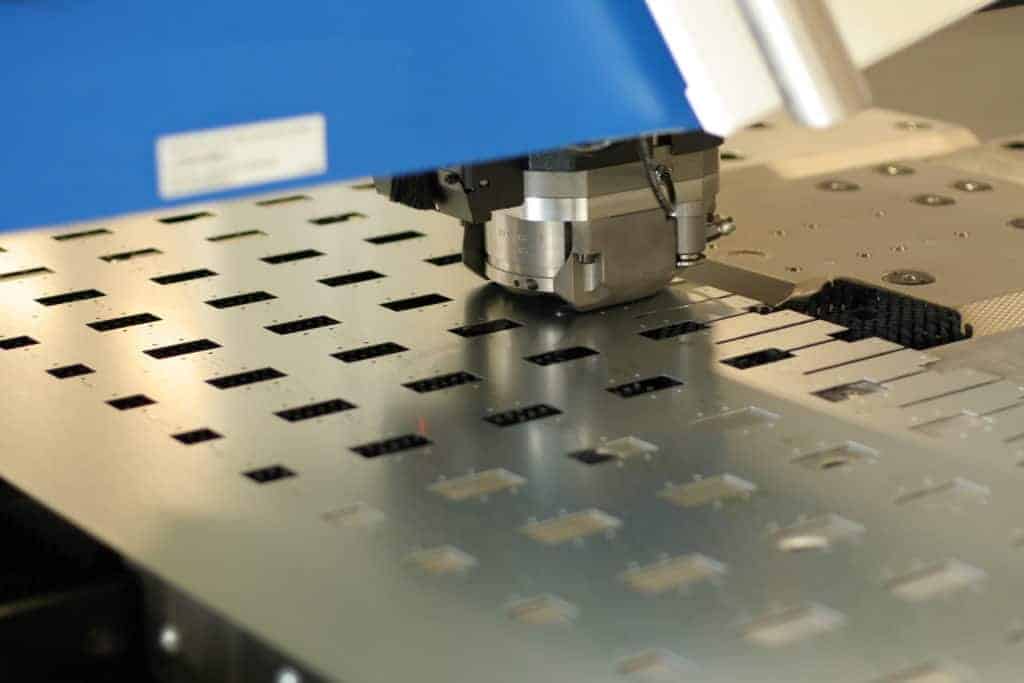
Metal stamping is a process that cuts, molds, and forms sheets of metal into specific shapes. Because of the contact of metal to the dies and the force used to shear and shape, this process is incredibly prone to rollover burrs, tear burrs, and even breakout burrs.
Wire EDM
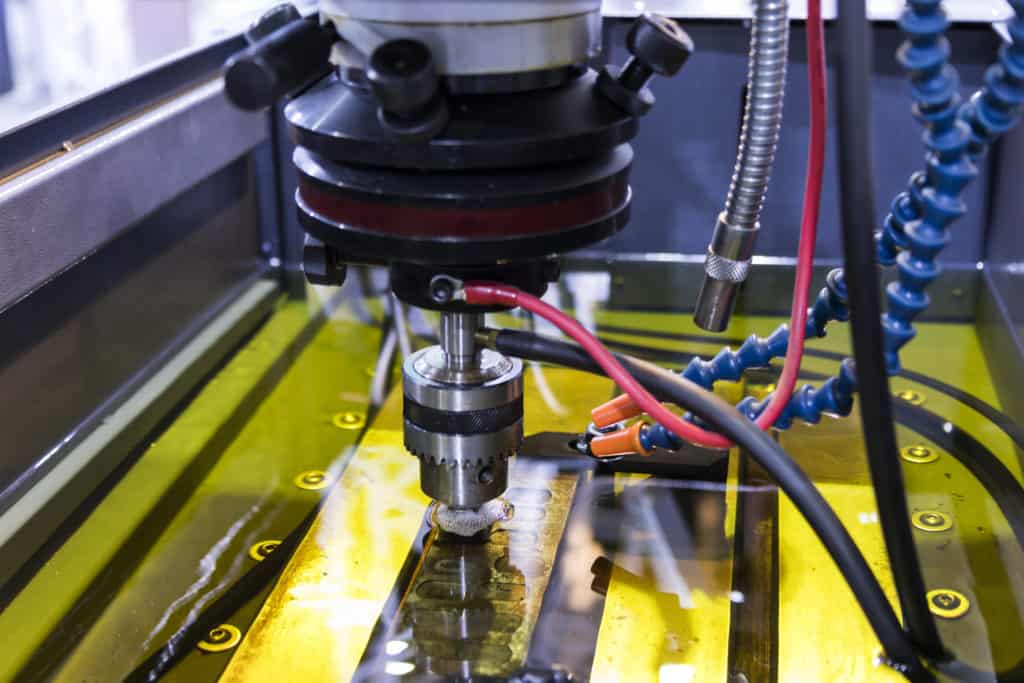
Wire EDM (Electrical Discharge Machining), is a process that uses a single wire to cut through metal with electrical sparks. An electrical discharge is created between the wire or electrode and sparks will eliminate the unwanted metal.
To keep the spark from becoming problematic and shorting out, a dielectric or a non-conductive fluid is used in the process. The contact with the metal still poses a risk of micro-burrs, and the heat from the electricity can cause stress to the metal.
Due to the nature of EDM, it is unsuitable for non-conductive materials so it has very limited versatility.
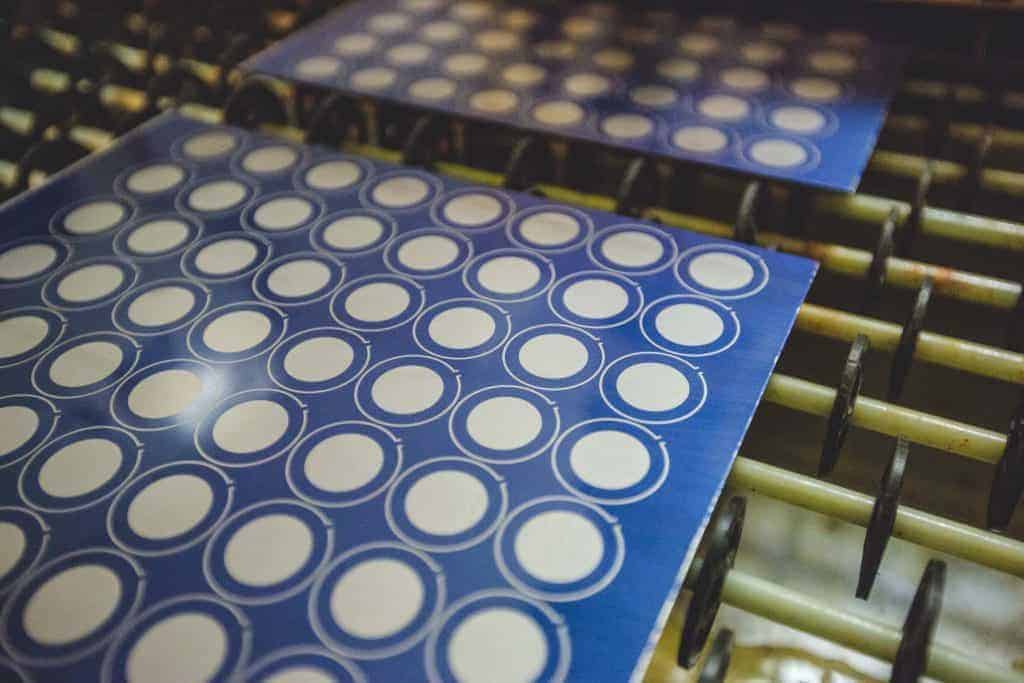
Chemical Etching

Photo etching is a low-cost cutting technique that creates simple or complex designs by acid etching steel and other metals. It is a multi-step process that uses photo-sensitive material to transfer images onto metal. Then a chemical dissolves unwanted material and leaves only the part shape.
There are seven steps of the chemical etching process and they each are performed to ensure the absence of burrs.
Digital Tooling:
Tooling is designed digitally, then plotted onto a piece of flexible mylar film. There is no hard tooling involved.
Metal Prep:
Sometimes, oils, dust, or debris can cause burrs and pits on the metal surface. Therefore, the metal must be fully cleaned to get rid of these contaminants.
Exposure:
The metal is then put under UV lights where the photoresist film is hardened in the design shape.
Developing:
During the developing stage, the photoresist film that was not hardened in the previous step is washed away gently using an alkaline solution.
Etching:
The exposed metal, that is not part of the design, is then etched away with a ferric chloride solution sprayed on both sides of the metal sheet. The etchant temperature is not high enough to alter the metal's properties or cause heat deformation. And no hard force or tooling will come in contact with the metal.
Stripping:
The parts are then placed into a sodium hydroxide-based solution to remove the rest of the photoresist film.
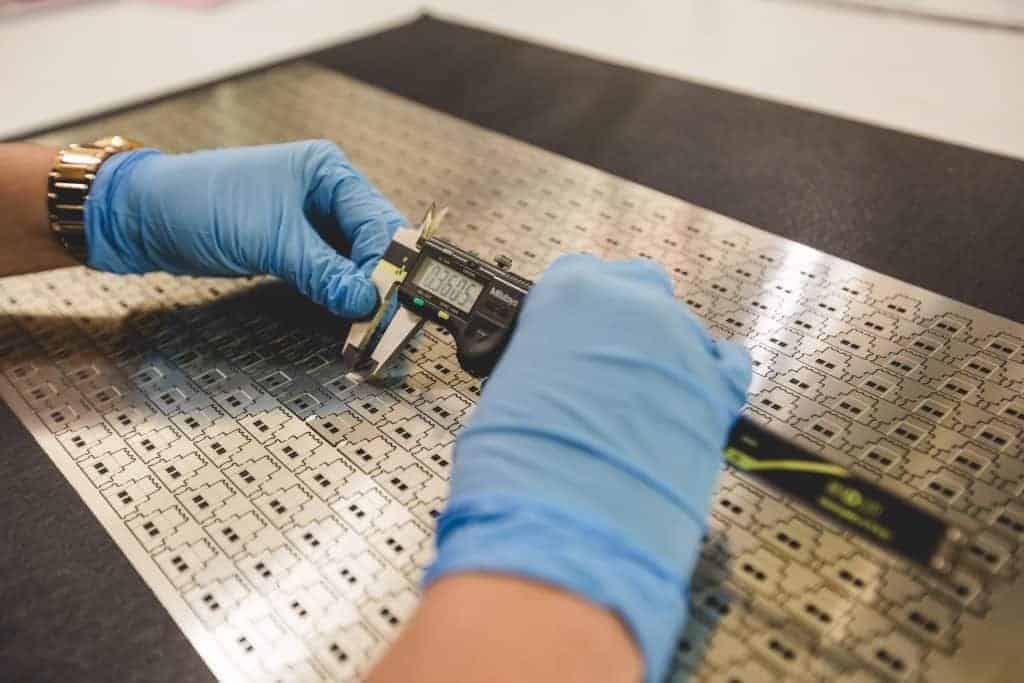
Inspection:
The parts are inspected thoroughly with digital gauges, calipers, and electronic equipment to ensure the highest quality. If all the steps in the process were performed correctly, the parts are free from any burrs.




Chemical Etching is the Only Process that is Burr-Free
Because of the process used to “cut” the metal, there is no risk of burrs. This is because burrs occur from contact with the material being cut. Chemical etching is a no-contact process that does not allow for tearing, rolling, or stress deformations. It is also the most cost-effective process for complex designs as the parts are etched simultaneously.
When working with machined parts, even the smallest flaw, burr, or stress deformation can not only ruin the piece itself but it risks destroying the surrounding areas. An example of the domino effect from a bad part would be a medical stent.
Medical stents are small, metal, mesh tubes that are used in arteries, veins, etc to hold them open. One of the most common uses of stents is for cardiac patients to keep open arteries for optimal blood flow to and from the heart.
It has been found that flaws, such as sharp edges can cause scar tissue to form in the artery which can narrow the pathway. Not all burrs and stress deformations will cause serious injury or death but they have the potential to be incredibly problematic.
While it is possible to fix a majority of burr types by a variety of grinding, and shaping, it is more efficient both financially, and time-wise to avoid the possibility of burrs altogether, as it would require a secondary deburring operation. Avoiding these damages also reduces the risk of potentially missing a problem when fixing the burrs.
After reviewing the different processes for cutting metal, the most suitable cutting process is photo chemical etching, which is suitable for all metals, does not require contact with the metal, and does not use force to cut it but rather uses acid to remove and dissolve the excess material.