
Design engineers are tasked with finding the best manufacturing process for their part design. But with so many metal fabrication processes to choose from, such as stamping, photo etching, laser cutting, wire EDM, and CNC punching, it can be challenging to find the right fit. Designing a part can be tough, but it gets easier if you understand your constraints and which process is best suited for what type of feature.
Suppose you don't know much about the photo etching process. This blog post will help you understand the advantages of chemical etching as well as the limitations to provide engineers the information they need when designing a part for manufacturability.
Whether you have a simple design like a step lid for an electronic circuit board or something more complex, chemical etching can be a cost-effective and efficient manufacturing process.
Photochemical etching is a subtractive process that removes material from metal parts by using a light-sensitive resist on the surface and encapsulating them in film. Acid wash versions of this technology leaves behind high dimensional accuracy while removing thin sections until only desired features are left; leaving you with exactly what was asked for!
The primary advantage of this method over stamping or other methods like CNC punching is its ability to produce complex shapes such as lead frames for semiconductor packages, encoder disks in mechanical devices, or electronic filters and screens without costly secondary deburring operations.
Industries that use these types of parts, in particular, will need to know etching capabilities to maximize the design and save the unnecessary "back to the drawing board" when designs have to be reworked to get it right.
The speed at which these complex designs are manufactured with chemical etching is unmatched by the capabilities of other metal fabrication methods such as laser cutting or wire EDM.
Etching is known for its repeatability. Parts are etched simultaneously, and there is no extra cost for any number of holes, slots, or other apertures.
The precision of photochemical machining allows engineers greater flexibility when specifying tolerances on parts with intricate designs.
Photo Etching Design Tips at a Glance:
- Metal Selection
- Metal Thickness in relation to sheet size and tolerances.
- Dimensional Tolerances - What are the capabilities and limitations of etching?
- Etch Ratios
- Inside and Outside Radii
- Bend Lines
- Tabbing - Purpose, types, and advantages.
- Quotes - How to get the most accurate quote.
Chemical Etching - Design for Manufacturing
Once you have made the decision to use the photo etching process for your part design, there are some specific design chemical etching guidelines and considerations that engineers need to know.
Metal Selection
Photo chemical etching is well suited for a variety of metals from copper, steel to aluminum with all types of tempers without altering the metal properties. Because the metal is etched and not hard worked with stamping, or laser cut with heat, the results are guaranteed burr and stress-free.
Stamping is not well suited for soft, hard, or brittle metals, and working with aluminum is challenging for laser cutting because it is reflective and can damage machine components.
Stainless steel etching is popular because stainless steel is inexpensive, corrosive resistant, and strong. Those properties are important for components in industries where they are exposed to chemicals, fluids, or temperature fluctuations.
Copper is a softer metal that etches faster. With larger production volumes, copper etching can be a cost advantage over other manufacturing processes.
Aluminum etching has become more popular in the aerospace and automotive industries because it is less expensive than other metals, yet has a high strength to weight ratio.
Any process with direct heat such as a laser is difficult to control and can cause micro burrs.
The chemical etching process does not use direct heat and the etchant temperature is controlled so aluminum is not a problem.
Nickel silver is a popular metal for EMI and RFI shielding because it does not require plating for solderability.
Metal Thickness
Etched parts with our chemical etching process can range in thickness from 002" to .060".
The thicker the metal, the longer it takes to etch. With this in mind, it is wise to choose the lowest metal thickness possible for your part to save time and money. Thinner materials will also yield more pieces per sheet because it is easier to maintain lower tolerances.
If a part requires a greater metal thickness, it may be necessary to use a smaller sheet size to attain lower tolerances, but that will increase the cost, due to the labor involved in handling the increase in sheets.
In times of metal supply shortages, or if a supplier is out of stock of a particularly required thickness, chemical milling can be used to reduce the thickness of existing metal stock.
For example, if there is a request for .030" Beryllium Copper and we only have .032" in stock, we can mill down to .030" without altering the metal properties. This capability makes photo etching an advantage over other processes to reduce lead times and is especially helpful in times of supply shortages.
Dimensional Tolerances
For chemical metal etching to be most successful, it is important that engineers specify required dimensional tolerances from the start of the project. Not understanding etching capabilities could mean design iterations or tooling revisions.
Another consideration...Is it always necessary for the part to have the lowest tolerance to function properly? Keep in mind that you could be increasing the cost unnecessarily. Being more generous with the tolerances will keep costs down and yield more parts.
The tooling engineer will use your part design to generate a customized photo tool for our etching process to achieve the desired tolerances. The flexible film tooling is easy and inexpensive to modify than the hard tooling dies used for stamping which can cost thousands of dollars.
The etched dimensional tolerances do vary based on the type of metal, sheet size, equipment, and production volumes.
Generally, on average for metals > .005" the tolerances are +/- 15% of the metal thickness.
More specifically:
| Table 1: Etched Dimension Tolerances (results may vary based on sheet size, metal thickness, and production volumes) | ||||||
|---|---|---|---|---|---|---|
| Thickness (T) in inches | ||||||
| .001" | .002" | .005" | .010" | .015" | .020" | .040" |
| Empirical | ±.0010 | ±.0010 | ±.0015 | ±.0020 | ±.0030 | ±.0050 |
With chemical metal etching you can specify tolerances inside of circles and filleted corners for an excellent appearance on even complex designs. Although intricate design features can be stamped into the metal, it would require progressive dies and that makes the stamping process very expensive.
Designing for chemical photo etching also includes consideration of the length and width of flowing features such as fillets, round corners, arcs, etc... Holes, slots, and features must be a minimum size in relation to the metal thickness:
| Table 2: Holes or Slots | |
|---|---|
| Metal Thickness (T) | Diameter or Width |
| .001" -0.005" | At least Metal Thickness, Minimum .003" width and .005”diameter |
| .005" or Over | Minimum of 1.1 times Metal Thickness |
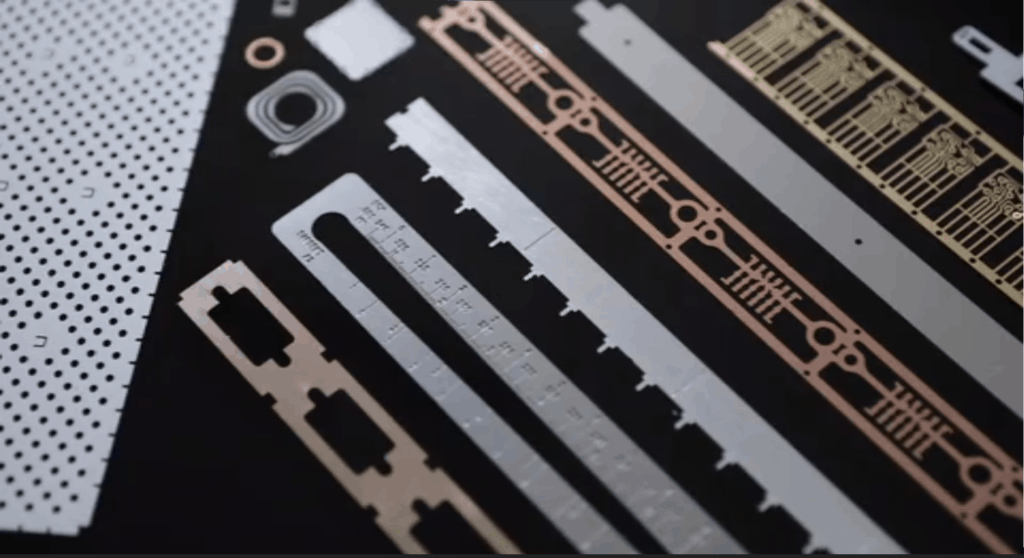
Since photo etching is advantageous for parts with many holes and slots such as filters, screens, and encoder disks, it can save time and money because there is no extra cost per feature. All features process simultaneously.
Space between holes and fingers also varies based on the metal thickness.
| Table 3: Web or Finger | |
|---|---|
| Metal Thickness (T) | Space Between Holes (W) |
| Less than 0.005" | At least Metal Thickness, Minimum .003" |
| Over .005" | Minimum of 1.0 times Metal Thickness |
Chemical Etching Design Considerations
During the etching process, acid is sprayed onto the sheet vertically and laterally. This directional flow allows for a uniform even etch on the entire sheet. Because of this directional spay, a beveled edge is formed around the perimeter. The bevel is 20% of metal thickness when etching both sides of the sheet.
The profile edge can be altered depending on what the part requires. The typical etch ratio is 50/50 when both sides of the sheet are etched evenly.
We can create an uneven ratio if so desired. For example, we can etch one side longer to get a ratio of 90/10 or less if desired.
We can also control the depth etch to create a single-sided etch, a concave etch, or any other combination. For example, a 70/30 etch is used to produce conical holes for filtration devices.


Inside and Outside Radii
The inside and outside corners of a photo etched part will have a radius instead of a sharp 90 angle. This is inherent in the etching process, but if your part requires a sharper edge, then serifs or corner reliefs can be put into the tooling to achieve the desired results.
This is an option if, for example, you need another part to fit within the etched part tightly as shown below.


When designing your part for photo etching, keep in mind that the inside corner radius must be at least the metal thickness. So, a part with a metal thickness of .020" must have a corner radius of at least .020"
The outside corner radius will etch more sharply. Therefore, the outside radius will have to be at least .75 times the metal thickness. So, a part with a metal thickness of .020" will require an outside radius of at least .015".
Bend Lines
One of the unique features of chemical etching is the capability to manufacture half-etched lines that are a certain depth of the metal thickness on one side only. This type of control makes sharp 90 degree angles in parts such as EMI and RFI shielding and will not leave any unwanted space in the corner radius of the shield.
This makes for an exact fit for shielding covers and fences. It also affords the ability to hand form the parts, which is ultimately less expensive than the hard tooling used in machine forming. This will greatly reduce lead times.
Tabs
With the photo etching process, parts can be left in the sheets when tabs are designed into the tooling.
A serif is added in the tooling to create a tab that will extend from the outside radius of a part with the purpose to stay secure in the sheet. Removal is as easy as manually twisting until the part releases from the sheet.
There are several reasons why tabs are desired.
- It is easier to package and ship without damaging the parts. Because the metal etching process works with thin metals, it will ensure that delicate thin parts will not bend.
- It is more cost-effective. An extra fee is charged for parts that require labor to remove each part and package.
- If a part requires plating, chemical etching will expedite the process by making it easier to handle and more cost-effective when removing parts from the sheet without damaging them in any way.
- With thinner metals, parts that are tabbed can hold a tighter tolerance through the etching process.
There are several types of tabs in chemical etching. Recessed tabs and protruding tabs.
Recessed Tabs
Recessed tabs are parts of metal attached to the outer frame surrounding the part, but extend below the outer perimeter of the part.

This type of tab is often used for round parts such as washers, shims, gaskets, or encoder disks, where the outer perimeter must be even so as not to interfere with the function of the part.
Protruding Tabs
Protruding tabs extend from the outside corners and connect with the outer frame surrounding part. Often a score (bend) line is etched into the tab so it easily separates from the sheet upon removal.

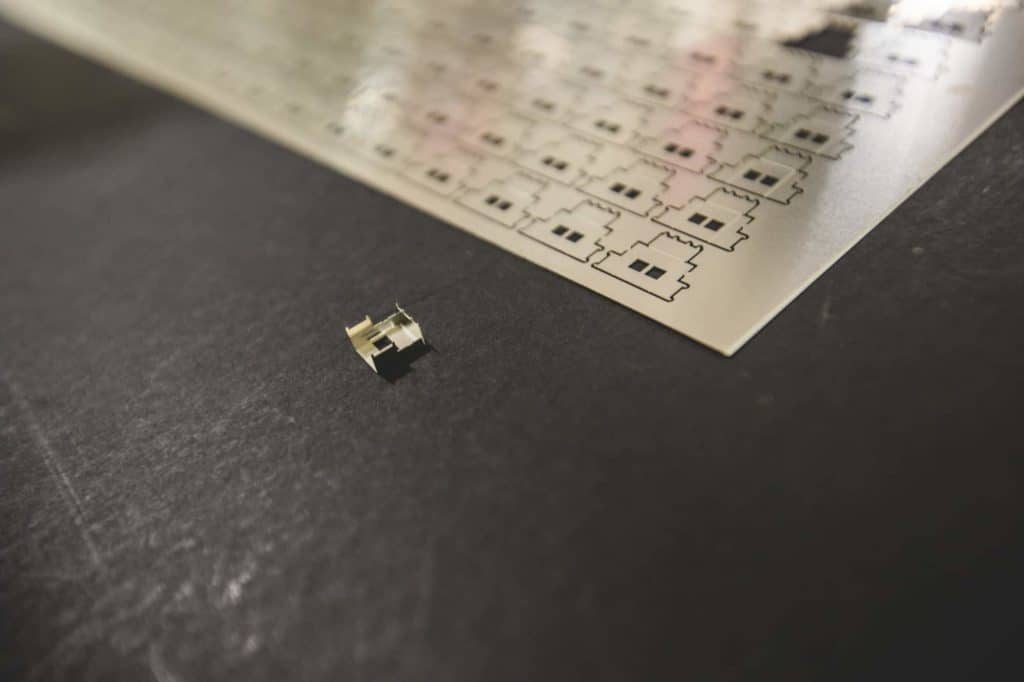
Dropouts
Dropout parts are also an option when no tabs are desired. Keep in mind that this is only possible with metal thicknesses of approximately .010’’ thick or greater. It is easier to hold lower tolerances when parts are tabbed in the sheet. And, there is an added cost involved due to handling and packaging these types of parts.

A closer view:



Quoting
As you can see, there are quite a few photo etching manufacturing tips and design considerations to keep in mind before submitting an RFQ. The goal is to be ready with your part design, so it will fit the photo etching process for the ultimate precision results.
If you are unprepared, it can be a costly mistake to go back and fix your design. Time is money and we would like to help you eliminate unnecessary design iterations.
What do we need from you for the most accurate quote?
- Part file (CAD, SolidWorks 2020, or AutoCad 2019 compatible, and critical dimension requirements in .pdf format)
- Inspection/FAI requirements/formal standards
- Specific Quality Flow down requirements
- Supplier requirements (i.e. – special packaging, parts to be removed from the sheet, shipping requirements) Parts are shipped in the sheet unless requested otherwise.
- ITAR/Export controlled
- Specific quotation requirements (i.e. - complete to print, Finish, Forming, Nadcap, etc.)
- Material requirements (i.e. - thickness tolerance, Alloy, Temper, RoHS, DFARS, etc.)
The above tips and features associated with etching metals are basic guidelines. Sometimes we get designs from engineers that are more challenging and require us to think outside of the box and tweak either our tooling designs or machining methods.
For nearly 30 years, our chemical etching company has worked to deliver custom solutions for industries such as electronics, telecommunications, aerospace, automotive to medical devices, and more!