
Photo Etching Services

Photo etching is a precision manufacturing process for thin metal parts with simple or complex designs. In 2022, photo etching is the most popular industry term for the subtractive method, also known as chemical etching. Etching is a multi-step operation using photo-sensitive material to transfer part images onto metal sheets before a chemical etchant dissolves the unwanted sections, leaving only the desired part dimensions.
Other terms for photo etching are metal etching, photo chemical etching, acid etching, photochemical machining, and chemical milling.
The capabilities and advantages of photo etching have progressed since its traditional introduction in the 1960's. The photo etching process achieves high precision with a variety of metals for all types of industry part designs and requirements. Chemical etching has competitive pricing even for its high-production capabilities compared to more expensive hard tooling in the traditional stamping process. It can be a cost-effective option for parts with many small and intricate features.
Useful Links
How Can Photo Etching Lower Costs?
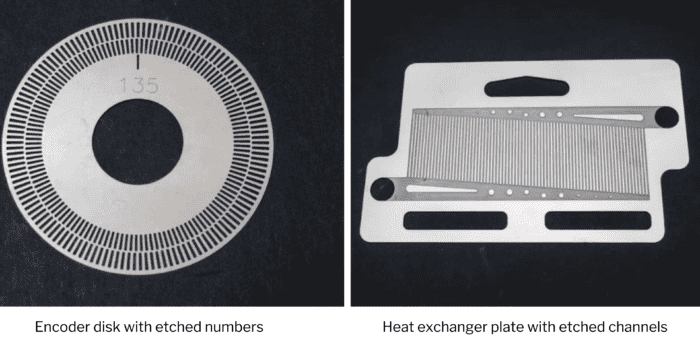
Compared to other processes, chemical etching is more cost-effective for parts with complex designs or numerous features. Parts with many small apertures such as slots and holes can be etched simultaneously. For instance, components such as filters, screens, sieves, and lead frames will not require additional time or cost to etch than step lids, washers, or shims.

Part number, logos and other identifying features can be simultaneously etched with the part design in only one process! There is no extra cost for markings or numerous features.
The cost of flexible tooling film is only a few hundred dollars compared to the thousands for the hard tooling used in the stamping process. Prototyping costs are low because the tooling film used in the etching process is easily modifiable and costs much less than the original tooling design.
Photo etching produces parts that are burr and stress-free without altering a metal's properties. There is no need for costly secondary deburring processes.
Time saves money...In addition to the cost benefits above, tooling can be completed within an hour and with our photo etch expedited services, parts can be shipped within 24 hours.
Photo Etching Advantages
Engineers, buyers, and manufacturers find that the benefits of photo etching for certain part requirements can result in cost and time savings compared to other machining processes. Watch the video to find out how!
Burr and Stress-Free
There’s no need for the usage of heat or mechanical hard tooling
Simple to Complex Designs
A multitude of design capabilities as there is no extra cost for unlimited features or markings
Metal Variety
Suitable for almost any type of metal
Low Tolerances
Chemical etching can maintain low overall dimensional and locational tolerances
Quick Prototyping
Quick turnaround on short runs. Compound tooling can combine more than one prototype with the same material
Low Cost Modifiable Tooling
Produced quickly and low-cost revisions
Intact Metal Properties
Hardness, grain structure, and ductility remain unaltered
Environmentally Responsible
The chemical etching solution (ferric chloride) is recyclable, safe to use, and can be reused for future etchings
Photo Etching Capabilities
Since the metal etching process is controlled by speed, the etching depth and tolerances can be regulated by the amount of time the metal remains in the etchant depending on the metal thickness. This control allows us to achieve the lowest tolerance possible. For more specific tolerance information, see our photo etching capabilities page.
Chemical etching capabilities include half-etching of the metal which is perfect for logos, serial numbers, or decorative designs. Half-etch score lines on parts such as EMI and RFI board shielding make it easier to manually form parts made from thinner metals eliminating the physical stress from machine forming.
Both sides of the metal can be etched with designs. An example of this capability is the fluidic channel design used to carry liquid or gases on fuel-cell plates, heat exchanger plates, or bipolar plates.
We can etch metal with a thickness range from .001" to .060". (results may vary based on sheet size, metal thickness, and production volumes)
Common Photo Etching Applications
Another benefit of photo etching is its use in diverse industries and purposes. The photo etch technique is commonly used by the aerospace, automobile, electronics, medical, electronics and RF microwave industries. From medical instruments, circuit board components to small metal parts manufacturing, several applications can be created and designed. We are familiar with your design challenges, material selection and how to achieve the closest tolerances with precision.

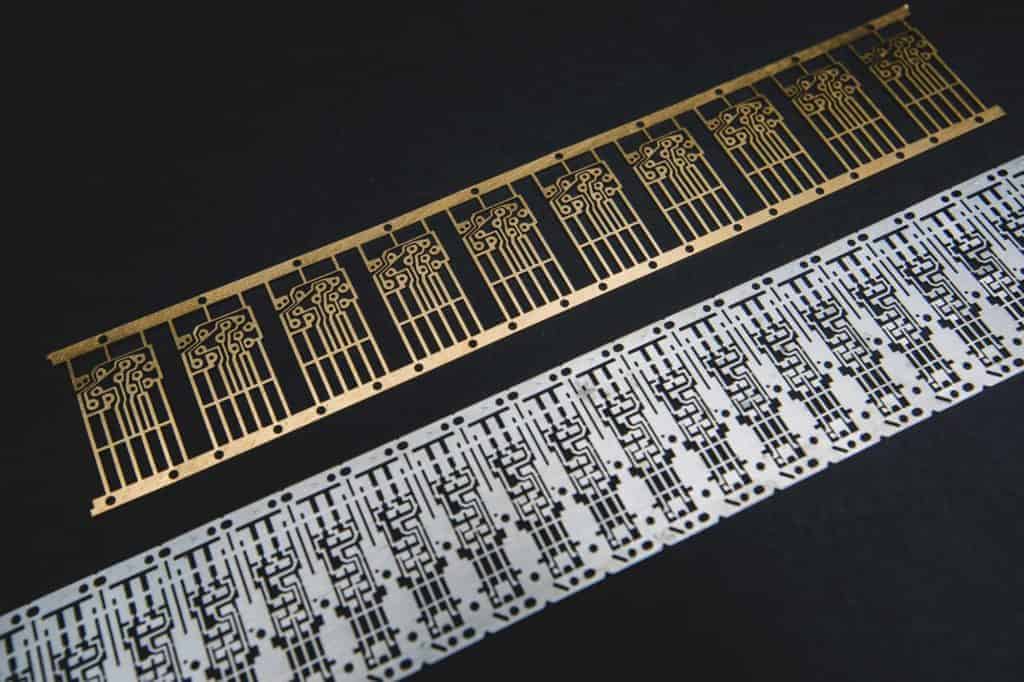
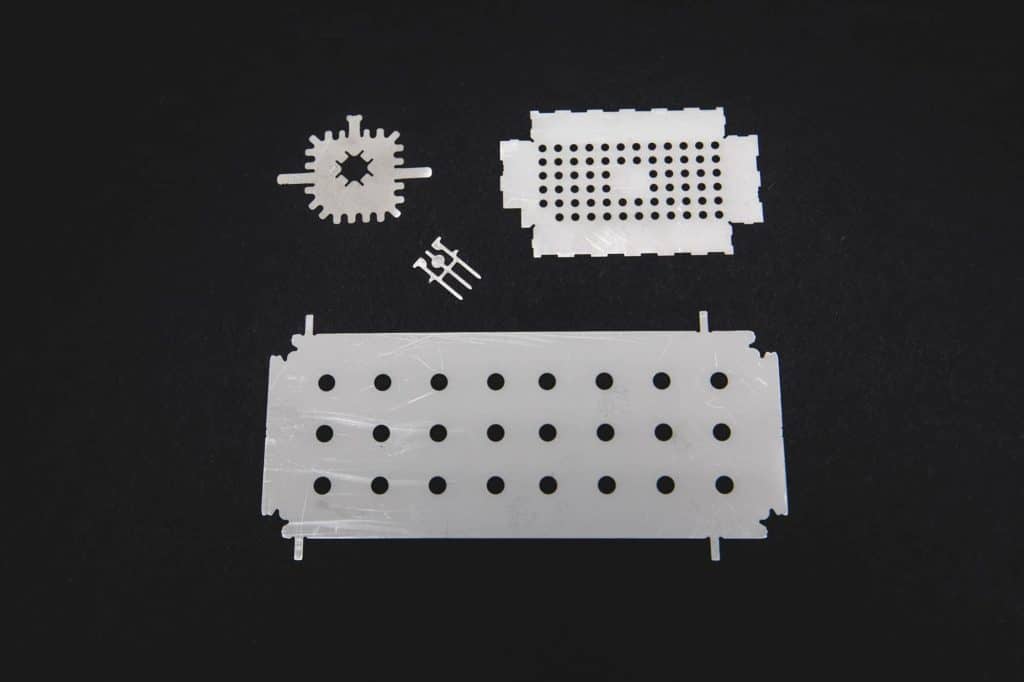
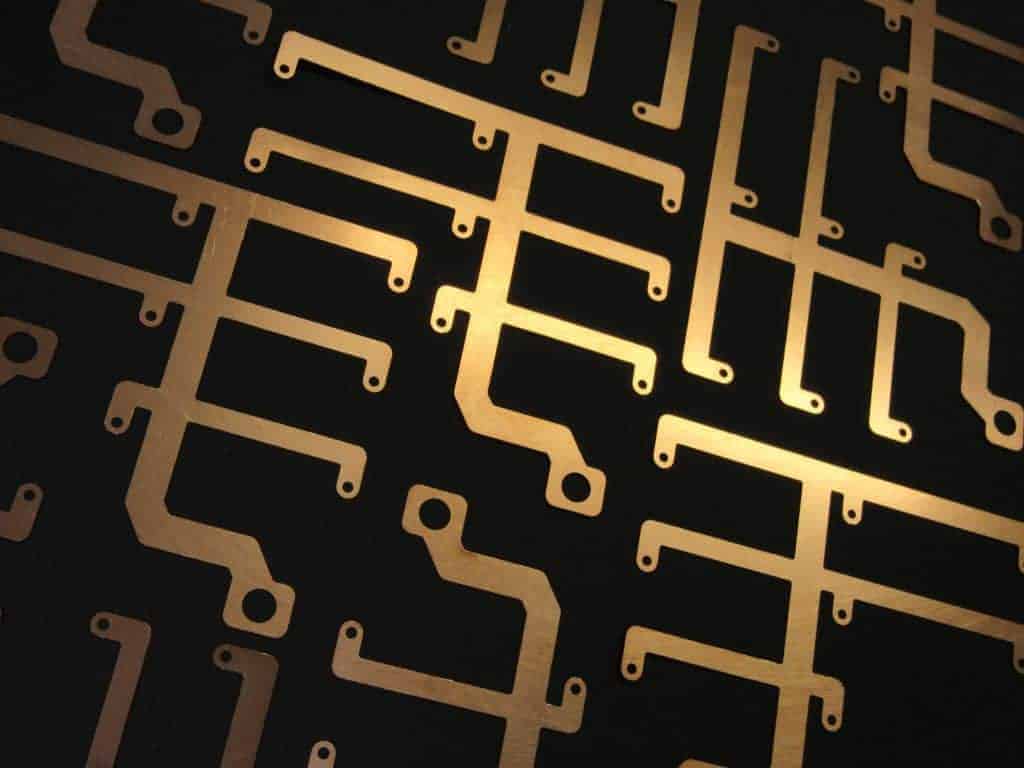
Photo Etching Metals
Photo etching is versatile because it is cost effective for prototyping and smaller runs, and with complex designs in larger quantities. The precision is exact with the flexible tooling, and easily revised. Photo etching can also transform lightweight metal materials into a variety of industry specific components. Examples of metals and materials that can be produced using the photo etching process include:
- alloy 42
- nickel
- nickel silver
- Kovar
- Inconel
- Invar
- Molybdenum
General FAQs
What is Photo Etching?
Photo etching, also known as chemical etching, photo chemical etching, and photochemical machining, is a high-precision, fast turnaround manufacturing process for the production of thin metal parts. In the process, a chemical etchant simultaneously dissolves the unwanted metal areas of parts, leaving only the desired dimensions.