
What is the Photo Etching Process?
As we enter an era of high-tech innovations such as drones, driverless cars, artificial intelligence, implantable devices, and more, design engineers are developing new products to meet the demand.
New designs will have project managers and buyers seeking precision thin metal parts manufacturers who offer a cost-effective quality product.
Photo etching is one of the preferred methods for producing thin metal fabricated parts with simple or complex designs. This subtractive process, also known as chemical etching, or photo chemical etching, is a multi-step operation using photo-sensitive material to transfer part images onto metal sheets before a chemical etchant dissolves the unwanted sections, leaving the desired part dimensions
Chemical Etching is an ideal process for many components used in the medical, electronics, automotive, aerospace, RF microwave, instrumentation, and energy industries because it has many advantages over other manufacturing processes.
Benefits of the photo etching process:
- Low-cost Tooling - A part's image is transposed onto a tooling film that is inexpensive and easy to modify. Tooling film is created within hours and that means shorter lead times for urgent orders.
- Low Tolerances - Many industries require parts with low tolerances for optimal function. Photo etching can maintain these low tolerances with precision.
- Stress and Burr-Free - The etching process is guaranteed to be free of burrs, pits, and stress deformations because there is no contact with hard tooling.
- Metal Properties Unchanged - The metal thickness and molecular structure does not change during any steps in the manufacturing process. The metal is not heated or stretched.
- Complex Designs - Designs with small, numerous, or unique features are not a challenge with chemical etching. They are etched simultaneously saving time and money.
- Quick Prototyping - Design engineers rely on prototyping and part revisions with new product development. Our processes can get parts out the door within 24-48 hours.
How Does Photo Etching Work?
Like any other process, there are steps to complete before you have the finished product. Photo chemical etching is no exception. Although it may seem like there are many steps, they do not take long to complete. That is why we are able to ship prototypes within 24 to 48 hours if required.
The following are the steps in the photochemical machining process, and throughout the content that follows, you will understand how all types of parts are etched with precision. All of these steps are necessary to hold the low dimensional tolerances that are required in many industrial parts for optimal performance.
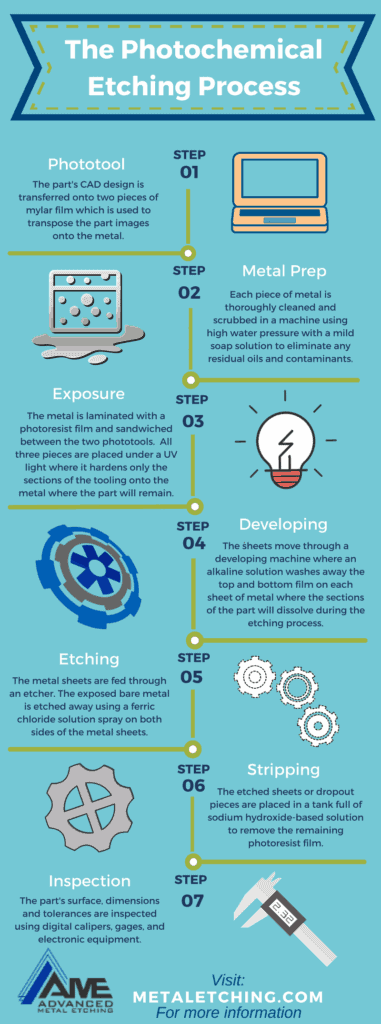
- Digital Tooling
- Metal Prep
- Exposure
- Developing
- Etching
- Stripping
- Inspection
Digital Tooling
Upon receiving a file with the part dimensions, the design engineer's job is to determine how many pieces will fit on the metal sheet. The more pieces per sheet, the lower the cost. Part tolerances and metal thickness are necessary factors to consider when determining sheet size.
For example, thicker material and tighter tolerances will require a smaller metal sheet yielding fewer pieces. Conversely, thinner metal with an extended range of tolerances will increase sheet size and part pieces.
Another compensating etch factor taken into consideration is the variation of hole sizes. Depending on the size, the photo tooling will differ slightly from the original design to allow for lateral etching adjustments necessary in manufacturing holes to the exact dimensions of the CAD design.
There are limiting factors as well. Slot to bar ratios cannot be less than the required material thickness. However, bars can be thinner than the metal thickness and slots can be wider. The same principle applies to holes to bar ratios.
All attributes of a part's dimensions must be carefully evaluated in case etching process adjustments are necessary to achieve precision.
Source: Advanced Metal Etching, Inc.
Additionally, the chemical etching process has the capability for parts to be half-etched on one or both sides. A line is added on one side of the photo tooling on the parts where the half-etch will exist.
This feature is essential for photo etched electronic parts that require forming such as EMI/RFI board shielding, contacts, and clips, as it reduces the metal stress whether they are formed manually or with a machine.
The photochemical machining process is ideal for many electronic product applications because the metal property remains unaltered during the photo etching process. It is important for metal properties to remain unchanged to retain proper function in operating systems. Additionally, the half-etch score lines prep the metal for the secondary forming operation that is often required in EMI/RF shielding components, connectors, and contacts. The metal will bend easily, thus eliminating stress deformations.
Another determining factor to consider when processing tooling is whether the part will need protruding or recessed tabbing added into the design.
The purpose of an attached or protruding tab is to secure the part in the frame. This method will make it easier to transport the pieces to the customer as they will remain within the metal sheets. A simple twist or cut will release the parts. The option for parts to remain in sheets is necessary if they will require finishing services such as silver, gold or tin plating. Components can also be taken out of the sheet and packaged if the customer desires.
Adding a recessed tab to the tooling design will allow the components to remain in the sheets for easier handling and eliminating the cost of labor for removal. A small recessed opening will stay on the part profile allowing the part's edge to remain burr-free.
In some applications, tabs are not desirable for the function of the part such as encoder disks, washers, and shields. In those cases, the parts can be etched as "drop-out" pieces. These components have stricter edge requirements and can be etched less consistently to guarantee dimensional tolerances. Generally, this is a better option if the metal is thicker than .010 inches.
All of these factors must be taken into consideration by the design engineer to maximize the number of parts per sheet and to develop accurate artwork or tooling during the chemical etching metal process.
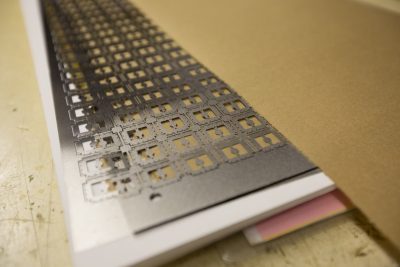
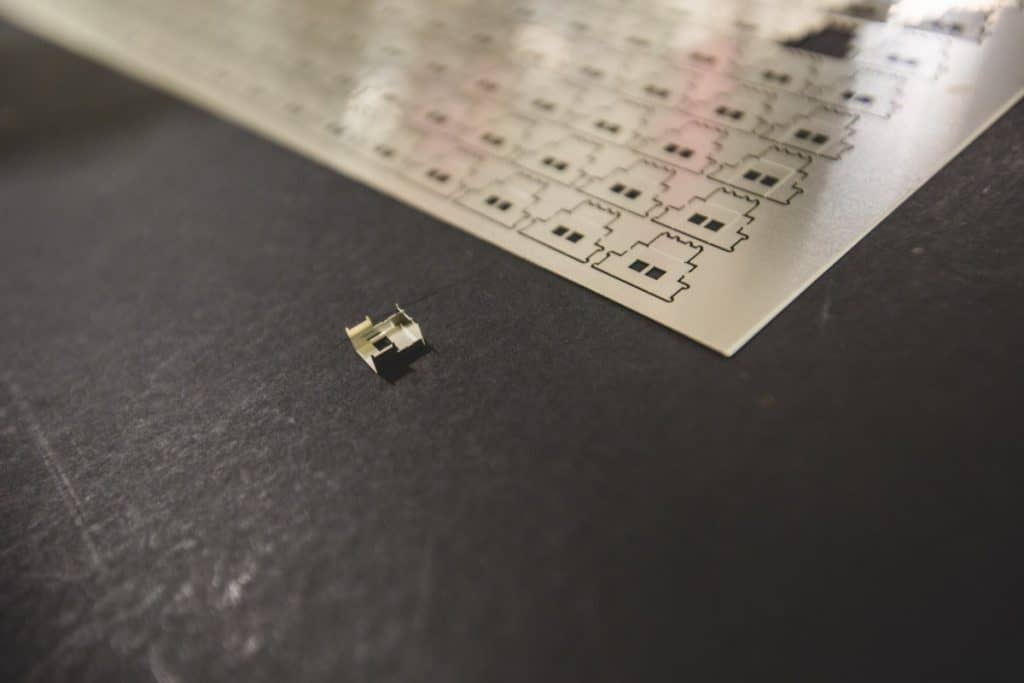
Photo etched parts with protruding tabs make it easier to transport.
Now that the final CAD tooling design is complete, it is sent to the photoplotter and digital transposed onto a mylar film. The film is used to transfer the part images on the photoresist coated metal during the exposure step.
Photo etching tooling film is versatile as it can be easily modified if changes in design are necessary. Sometimes, a customer wants several prototypes manufactured. If all parts require the same metal, then they can share the same tooling film to save time and money. Digital tooling is often created in a matter of hours and is significantly less expensive than hard tooling costs.
Both pieces of tooling film are carefully inspected to make sure they are free of flaws before the next process as they will need to line up perfectly when they are placed on each side of the metal.

Metal Preparation
After it is determined how many parts the metal sheet will yield, it is time to cut the selected metal. Each piece of metal is thoroughly cleaned and scrubbed in a machine using high water pressure and a mild soap solution to eliminate any residual oils and contaminants. This operation is necessary for the photoresist film to adhere correctly to the metal during the lamination and exposure metal etching.


Exposure
The next step in the chemical etching metal process is to laminate each sheet of metal with a photoresist film. The metal sheets move between rollers and are coated with a film adhering to both sides of the sheet. Because the photoresist film is UV light sensitive, this process takes place in a room with a yellow light.
The laminated sheet is sandwiched between the two pieces of tooling film which is already prepared with punched holes as a guide to ensure proper alignment. The operator will vacuum seal the tooling and the metal sheet together to eliminate bubbles that could affect the precision.
The three pieces are then placed under a UV light where it will harden only the section of the tooling on the metal where the part will remain. The black part of the tooling is the part of the design where the photoresist will be washed away during the developing stage, so it remains exposed to the etchant solution. The photoresist in the transparent areas of the tooling design hardens onto the metal to protect the part from the etching process.


Developing
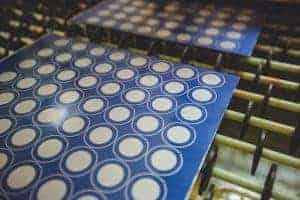
The sheets move through a developing machine where an alkaline solution washes away the top and bottom film on each sheet of metal where the sections of the part will dissolve during the photo etching process. On the other hand, the areas that remain hardened with the photoresist (blue areas) are protected during the etching process.
As you can see in the photo, there is a precise edge around the outer and inner diameters of the sections separating the metal from the photoresist film. This exactness is essential to ensure the exposed metal will be etched away with precision.
Metal Etching
Finally, the parts begin the chemical etching process. Once again, the metal sheets move through a conveyor, this time in an etcher.
Unlike the solution in the developer, the chemical compound Ferric Chloride sprays from the top and bottom of the machine to dissolve the unwanted metal.
Ferric Chloride is safe to use and recyclable. It is best used for etching the white metals iron or nickel.
Another safe dissolvent, Cupric Chloride, is the preferred etchant for copper and its alloys.
The time spent in the etcher is carefully measured as some metals take longer to etch through completely. Furthermore, careful monitoring is imperative to maintain chemical etching capabilities with low tolerances.

Stripping
The etched sheets or dropout pieces are placed in a tank full of sodium hydroxide-based solution to remove the remaining photoresist film.
To protect the metal parts from any residual solution, the final rinse of deionized water takes place before the inspection process, or other finishing processes such as plating, forming, electroplating, and passivation.

Inspection
The inspection process is the final step before shipping the parts to customers. Therefore, it is the last chance to make sure the pieces are precise, burr-free, within specified dimensional tolerances and thickness.
The parts' surface and dimensions are carefully measured using a comprehensive approach consisting of several methods.
With the use of handheld devices such as digital and dial calipers, gages, and electronic equipment including x-ray fluorescent and surface monitoring machines, the surface area, depth, and dimensional tolerances are all covered.
The inspection process is just one part of the entire quality system. Before the final inspection, multiple checks have already taken place in previous operations to ensure precision and quality in the photochemical machining process.
- Suppliers are thoroughly vetted through evaluations and qualification
- Incoming DFARs and RoHS compliant materials are carefully inspected from each supply source
- Controlled documentation procedures are in place for process, instructions, planning, resources, training, and policies.
- Corrective action responses focus on continuous improvement.
- There are multiple auditing processes using both internal and 3rd party services.
- There are First Article inspections before production, subsequent article inspections, PPAP submissions, CPK, and final inspection results.
- The entire process is ISO certified and ITAR registered as required by the United States Department of Defense.

The seven steps in the photo etching process may appear lengthy, however, some of them are done simultaneously. And, most importantly, all steps can be finished within a day's working hours depending on the order size.
Most industry product applications require precision quality components to complete products.
With precision as the goal in each step of this precision metal etching process, OEMs and their suppliers can trust that photochemical machining is a cost-effective, detailed manufacturing method with a quick turnaround from design through shipping.
Related Posts:
9 Facts Design Engineers Need to Know About Photo Etching
5 Ways to Lower Photo Etching Costs
5 Reasons Why Chemical Etching is Ideal for Electronic Components