What is Chemical Etching?



Chemical etching is a metal fabrication process for thin metal parts with complex or simple designs. Chemical etching, also known Photo etching, photo chemical, chemical machining, or chemical milling, is a multi-step process using a photosensitive material to transfer parts onto metal sheets. Then, a chemical etchant removes any unwanted sections and leaves only the required dimensions.
It may be one of the lesser-known metal fabrication processes to design engineers as there are only about 100 chemical etching companies in the US. For design iterations to low-cost repeatability, it can't be beaten. Especially, when it comes to complex designs or parts that have numerous holes or slots. Unlike other fabrication processes, there is no hard tooling, heat, or any other force that can risk localized deformation, burrs, heat-affected zones, or metal flatness.
New technologies such as electric vehicles, automation, hydraulic energy, drones, defense systems, and medical devices require smaller metal components without imperfections. Photo chemical etching is a great alternative to the more commonly known stamping and laser cutting. Read on to see if chemical etching is the right choice for your design.
Useful Links
Chemical Etching Benefits for Engineers
Flexible inexpensive tooling
Prototyping is a vital part of the design process. With prototyping, it's common to go through many iterations before settling on one final design. When using stampings instead of chemical etching for parts production, this can be very expensive since tooling costs are in the thousands which are not cost-effective for prototyping or small to medium production volumes. Digital tooling films run a few hundred dollars and further revisions are only half of that. Chemical etching is a faster process -- but how much time do we have? Digital toolings are created within hours whereas traditional methods take weeks, so timing also plays an important role in your decision-making during prototype development cycles.
Metal properties unaltered
No heat or force is used during the chemical etching process, so you can be sure that it will not affect the intended part function. Hard tooling and high temperatures may cause the material to expand or warp due to their extreme effects on thin metals. Photo chemical etching ensures your parts remain flat through its gentle and non-invasive processes while still achieving excellent results for fine detail work with sharp edges which would otherwise need a lot more time spent in hard tooling methods like milling, turning etcetera.
Low dimensional tolerances
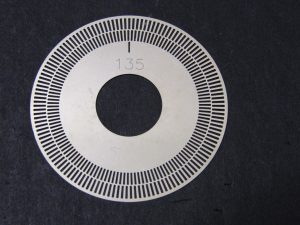
Holding low tolerances is critical for parts to interact with other components. Photo etching is known for its low dimensional tolerances even in the most complex designs and with all types of metals. Etched dimensional tolerances are as low as .001". Results will vary based on sheet size, metal thickness, and production volumes. Refer to our chemical etching technical guidelines for a complete list.
Complex Designs
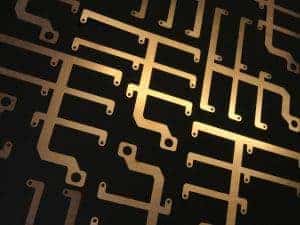
Using the photo etching process, complex designs can be achieved. Photo Etching starts with a metal sheet that has been given an image and then chemically treated to create a black-and-white negative of that picture in reliefs on its surface. Laser cutting or wire EDM are slower processes because they only cut one feature at a time which also creates heat-affected zones (HAZ) around certain areas depending on their position during machining; this is not common when using the photochemical etch technique as it operates all features simultaneously without creating HAZ's. Chemical etching technology has made it possible to produce filters, screens, and heat exchanger plates in bulk at a fraction of the cost. These products are manufactured using low-cost repeatability which is an effective method for production that can be used with many openings or channels.
Chemical Etching Compared to Other Manufacturing Processes
Every design deserves the best process and outcome. Manufacturing processes vary widely and have different strengths depending on what it is you're designing, so how do you know which one will work for your next project?
Is there enough heat or pressure where parts are subject to great force in these environments? Will they require a high conductivity of electricity? Is there exposure to harsh chemicals that would corrode them as well as make contact points difficult to solder together without breaking down over time from all the oxidation, corrosion, and other environmental factors? All of these need to be considered for reliability to prevent failure and replacement costs. Below is a chart of a few basic differences in chemical etching compared to other metal fabrication processes.
| Processes | Laser Cutting | Water Jet Cutting | Wire EDM | Stamping | Photochemical Etching |
|---|---|---|---|---|---|
| Burrs | Microburring | Microburring | Microburring | Partial Burring | No Burrs |
| Stress | Thermal Stress On Edges | Some Stress On Edges | Possible Thermal Deformation and Structural Changes | Stress On Edges For Thinner Metals Or Complex Parts | No Stress or Structural Changes |
| Metal Variety/Hardness | Large Variety - no problems with hardness | Large Variety - no problems with hardness | Only Conductive Metals - Possible issues with hardness | Not Suitable For Soft, Hard or Brittle Metals | Large Variety - No Problems With Hardness |
| Tolerances/ % of Metal Thickness | +/-5% | +/-10% | +/-10% | +/-15% | +/-10% |
Chemical Etching Metals
Chemical etching is a time-tested form of achieving high-quality and intricate designs for many different types of metals, tempers, and tensile strengths. Some of the most common etched metals are:






In recent years, the use of aluminum in metal fabrication has increased. This is due to it not only being a very strong and lightweight material but also by far one of the most common and affordable for manufacturing purposes. However, some processes are limited from what type or even if certain types can be used at all! Using this particular metal during stamping operations could cause deformation because it's brittle.
Laser cutting with aluminum also presents challenges. Aluminum reflects heat and light back on laser cutting machines which makes precision machining difficult. But with adjustments, aluminum etching is a viable option - designing parts that are precise and with dimensional tolerances as low as +/- .001".
Copper and its alloys etch quicker because of their softer composition and achieve results of high precision. These softer metals make it challenging to stamp very fine intricate designs in the part. And just like aluminum, its reflectivity will be a challenge for laser cutting. Nickel Silver (copper alloy 770) is commonly used for EMI/RFI shielding because it does not require plating to increase solderability and corrosion resistance.
Stainless steel, another common etched metal comes in many different grades and is also favorable for the metal etching process whether used in marine and automobile, products or electronic devices.
Chemical Etching Design Guidelines for Engineers
Half-etching
Lines that are 1/2 of metal thickness can be placed on the tooling to create a 90-degree bend line. The perfect solution for hand-forming EMI or RFI shielding enclosures! Etched depths can range from 25% to 75% of the metal thickness.
Etching capabilities on both sides
Features can be etched on both sides if required, and at no extra cost.
Tabs
Tabs designed into the tooling allow parts to hold lower tolerances and are easier to handle for inspection, transport, or plating.
Compound Tooling
If you have more than one prototype that requires the same metal type, thickness, and temper, then all the parts can be processed on the same sheet as a minimum order, which is approximately 2-3 sheets.
Design Consultation
We can offer help with material selection, tolerances, and features based on our photo etching capabilities.
Low-Cost Tooling
Design revisions are inexpensive and can be easily modified to keep prototype costs low.
Sheet Sizes
Our typical sheet size is 12" X 24". Our largest sheet size is 24" x 30". We can also process parts on smaller sheet sizes to control tolerances on greater metal thicknesses.
Sheet Thicknesses
We can etch thicknesses generally between .002"-.060'' depending on the part's requirements.
Flat Parts
We only etch 2-dimensional parts in metal sheets. Forming is a secondary operation that we offer. Etching can't be performed on a plated sheet of metal or on an existing single part.
General Tolerances
Locational: +/-.001"
Minimum dimensional tolerance for etched features is +/- 10% of the metal thickness.
Factors Affecting Tolerances: metal type, sheet size, total quantity, and the number of critical dimensions per part.
Increase Tolerances When Possible
Consider being more generous with part tolerances. Increasing the tolerances can increase the number of quality parts on a sheet.
Etch Factor
The etching process results in a slightly beveled edge which is 20% of the metal thickness. This feature does not compromise precision or part function.
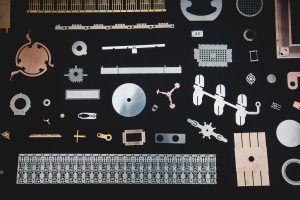
Chemically Etching Applications
No matter the industry or application, the etching process is beneficial for all types of flat parts from blanks to parts with more intricate designs. We can take your part from the prototyping stage all the way to full production. Here are some of the most common and economical parts that we etch.